歡迎來到鹽山昱通螺旋鋼管實體生產企業!



歡迎來到鹽山昱通螺旋鋼管實體生產企業!

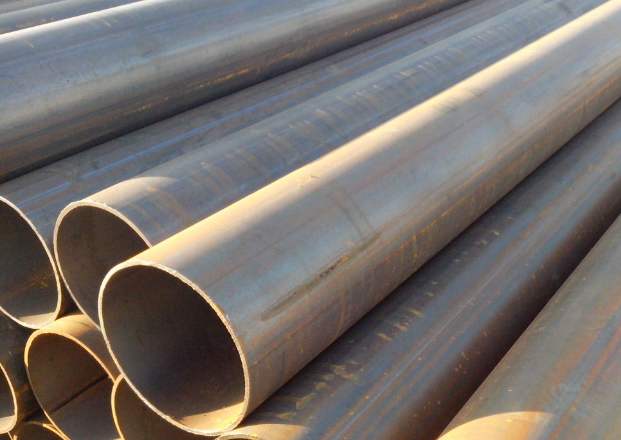
專業生產銷售大口徑厚壁國標螺旋鋼管,廠內加工防腐/保溫/涂塑
139-0327-6700
0317-5760336
專業生產銷售大口徑厚壁國標螺旋鋼管,廠內加工防腐/保溫/涂塑
×139-0327-6700
鋼焊縫間隙控制
調整擠壓輥的擠壓量,使整個焊縫保持齊平,打開角度為7度或更小,間隙控制在1-3毫米之間。焊縫控制過大,可能會出現焊接不良,焊縫開裂產生不完全熔合或焊縫控制過小的情況,由于熱量過多,焊縫容易引起燃燒,熔融金屬飛濺,堆積過多,影響質量焊接。(飛濺的原因:熔融擠壓管一側,內部壓力大于焊縫表面的蒸汽壓力)
高頻感應回路位置的調節
感應線圈的放置位置應在管道的中心線相同,感應圈前輥距擠壓中心線的距離,擠壓輥在不燃燒的前提下,視管道尺寸而定,當熱影響區的寬度太遠時,焊接強度會降低。耦合感應線圈越緊越好,選擇單個圓圈,寬度應等于感應線圈的管徑。可選的一兩圈會對高頻振蕩頻率和輸出效率產生重大影響。
阻抗(也稱為磁鐵)位置控制
阻抗是指一組或一種特殊的磁體,其橫截面積的70%可歸因于鋼管截面的內徑。它的作用是加強電磁感應,渦流集中了熱焊接邊緣。有時在焊縫外面添加一些磁鐵,也可以起到輔助作用。磁鐵的磁導率對溫度的影響大,溫度越低,磁導率越高。磁鐵應放置在加熱區的V區,擠壓前輥中心位置,磁鐵的位置和焊接的導磁率直接影響效率和焊接質量。
熱輸出控制
高頻功率輸入到熱管的焊接區域稱為熱量輸入,缺乏熱量的輸入焊接速度過快,無法達到管道邊緣的焊接溫度,形成不完全熔合或穿透但產生的裂紋過多焊接時熱量輸入速度太慢,太容易燃燒,使焊縫破裂,引起金屬飛濺,形成氣孔。通過調節高頻電壓的速度或焊接方法,控制輸入熱量的大小,鋼管焊縫既不會出現也不出現不完全熔透的焊接磨損現象,達到了焊接質量要求。

? 2019-2024 YuTongPipe Inc. 鹽山昱通管道有限公司