歡迎來到鹽山昱通螺旋鋼管實體生產(chǎn)企業(yè)!



歡迎來到鹽山昱通螺旋鋼管實體生產(chǎn)企業(yè)!

專業(yè)生產(chǎn)銷售大口徑厚壁國標(biāo)螺旋鋼管,廠內(nèi)加工防腐/保溫/涂塑
139-0327-6700
0317-5760336
專業(yè)生產(chǎn)銷售大口徑厚壁國標(biāo)螺旋鋼管,廠內(nèi)加工防腐/保溫/涂塑
×139-0327-6700
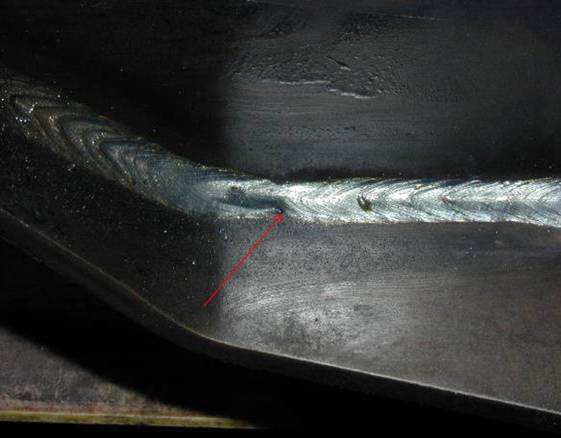
在鋼管焊接的生產(chǎn)過程中,如果焊接方法不正確,則會出現(xiàn)鋼缺陷。最常見的缺陷是熱裂,冷裂,層狀撕裂,缺乏熔合和不完全滲透,氣孔和爐渣。
熱裂。
它是在焊接冷卻過程中產(chǎn)生的。主要原因是鋼和焊接中的硫和磷形成一些低共熔混合物,該混合物非常脆且硬。在焊縫冷卻期間,低共熔混合物將處于拉伸狀態(tài),因此容易開裂。
冷裂。
它也被稱為延遲開裂,它的生產(chǎn)溫度范圍為200 ℃ 至室溫。幾分鐘甚至幾天后,它都會破裂。原因與結(jié)構(gòu)設(shè)計,焊接材料,存儲,應(yīng)用和焊接工藝密切相關(guān)。
層狀撕裂。
當(dāng)焊接溫度冷卻至負(fù)400度時,某些板厚相對較大且雜質(zhì)含量高,尤其是硫含量高,并且在沿高強(qiáng)度低合金鋼偏析時沿鋼板的軋制方向具有很強(qiáng)的平行性。在焊接過程中承受垂直于厚度方向的力時,會在軋制方向產(chǎn)生階梯狀裂紋。
缺乏融合和不完全滲透。
兩者的原因基本相同,工藝參數(shù),措施和坡口尺寸不合適,坡口和焊縫表面清潔不夠或焊接工藝不良。
氣孔
焊縫中產(chǎn)生氣孔的主要原因與焊接材料的選擇,存儲和使用,焊接工藝參數(shù)的選擇,坡口的清潔度以及焊縫的保護(hù)程度有關(guān)。
礦渣。
非金屬夾雜物的類型,形狀和分布與焊接方法,焊接,焊劑和焊接金屬的化學(xué)成分有關(guān)。

? 2019-2024 YuTongPipe Inc. 鹽山昱通管道有限公司